 English
English 中文简体
中文简体 Español
Español Português
Português Deutsch
Deutsch русский
русский







Hydraulic press safety is not a compliance checkbox — it is an engineering commitment. This article examines the most dangerous misconception in compression molding press manufacturing: that CE certification for hydraulic presses is achievable without a properly certified mechanical restraint device. Drawing on ISO 16092-3 requirements and real-world engineering practice, we explain what the standard demands, how SITEMA K series safety catchers fulfill it, and why a CE certificate without one is a liability your facility cannot afford.

Content
- 1 The Misconception: CE Certification Without a Mechanical Restraint Device
- 2 What ISO 16092-3 Actually Requires
- 3 Why SITEMA: The SiForce Self-Intensifying Clamping Principle
- 4 SITEMA K Series Selection: A Step-by-Step Engineering Approach
- 5 Installation Configurations: Three Mounting Approaches for SMC & Composite Presses
- 6 Operational Risk: Three Scenarios Where the Absence of a SITEMA Safety Catcher Becomes Catastrophic
- 7 SITEMA Safety Catchers = Verifiable CE Compliance for Hydraulic Presses
The Misconception: CE Certification Without a Mechanical Restraint Device
In the global market for composite compression presses and SMC molding presses, cost pressure is relentless. Buyers — particularly those evaluating compression molding equipment for automotive and aerospace applications — are increasingly encountering suppliers who claim their hydraulic presses meet CE requirements without installing a certified mechanical safety restraint device. These suppliers point to a CE certificate as proof of compliance. The machine ships. The buyer believes they have purchased a CE-compliant hydraulic press.
They have not.
What they have received is a certificate issued against an incomplete or superficial interpretation of ISO 16092-3. The CE marking on the nameplate appears legitimate. The documentation looks compliant. But the safety architecture beneath the surface does not satisfy what the harmonized standard actually mandates for hydraulic press safety. This disconnect — between a certificate on paper and genuine risk mitigation in the real world — creates a hazard that operators may not discover until it is too late.
What ISO 16092-3 Actually Requires
ISO 16092-3:2017 — the international safety standard for hydraulic presses that superseded the earlier EN 693 — is the harmonized standard under the EU Machinery Directive (2006/42/EC). Compliance with it carries a presumption of conformity with the Essential Health and Safety Requirements. For any SMC press, composite molding press, or general-purpose hydraulic press operating in the European Economic Area, this standard defines the baseline for what "safe" means.
The standard contains one requirement that is unambiguous: hydraulic presses with an opening stroke greater than 500 mm must be equipped with a mechanical restraint device capable of preventing the movable platen from falling under gravity in the event of hydraulic failure.
The critical words here are mechanical restraint device. Not a hydraulic check valve. Not a pressure monitoring switch. Not an emergency stop circuit. A device that physically and mechanically arrests the platen at its current position — at any position in the stroke — when hydraulic pressure is lost.
This is where the gap between genuine compliance and paper compliance widens. Some press manufacturers interpret "mechanical restraint" broadly. They install a ratchet bar — a toothed metal rod that engages at fixed, discrete intervals. They argue that this meets the letter of the standard. Technically, a ratchet bar is mechanical. But it fails the standard in one decisive way:
A ratchet bar only holds the platen where a tooth happens to align. Between teeth — a gap that can measure 50 mm, 100 mm, or more on a large compression press — the platen can fall freely. If a hydraulic hose bursts while the platen is between two ratchet positions, the full moving mass drops until it hits the next tooth. For an operator working in the tool area, that unconstrained drop is not a safety margin. It is an unacceptable risk.
Key takeaway: A ratchet bar is not functionally equivalent to a SITEMA safety catcher. A CE certificate that treats them as interchangeable rests on an incomplete risk assessment under ISO 16092-3 — and is therefore not worth the paper it is printed on.

Why SITEMA: The SiForce Self-Intensifying Clamping Principle
SITEMA GmbH, headquartered in Hannover, Germany, has engineered a fundamentally different approach to hydraulic press safety with its SiForce technology — a self-intensifying clamping mechanism that addresses the central limitation of all ratchet-bar and spring-actuated rod-lock alternatives.
The operating principle is as follows:
The safety catcher clamps onto a cylindrical rod that moves vertically with the press platen. During normal production, the clamping head is held open by hydraulic pressure (K series) or pneumatic pressure (KRP series), allowing unrestricted platen motion. The rod passes freely through the head — no friction, no wear, no interference with press cycle speed.
When hydraulic pressure is lost — whether due to a hose burst, a control valve failure, or an emergency stop activation — the clamping head closes. But the decisive engineering distinction lies in how the holding force is generated. It is not produced by springs. It is produced by the load itself.
The descending platen forces the rod downward. Conical clamping elements within the head convert that downward linear force into radial clamping force. The geometry is self-reinforcing: the heavier the platen pushes, the tighter the clamp grips. This is the SiForce self-intensification principle — a positive feedback loop in which the hazard (gravity-driven fall) generates the protection (clamping force).
This architecture delivers four operational safety characteristics that no ratchet bar or spring-loaded device can match:
- Continuous-position protection. The safety catcher engages at any point in the stroke — there are no unprotected gaps, no interpolation between teeth, no window of vulnerability.
- Load-proportional holding force. A heavier moving mass produces a stronger clamp — the holding force scales with the hazard, not inversely to it.
- Impossibility of release under load. The clamp geometry cannot be opened while the load is applied. Release only becomes possible after the load is transferred to another system, such as the main hydraulic drive.
- Upward platen motion preserved. Even with the safety catcher engaged, the press can be raised to free a trapped person — a critical rescue capability.

SITEMA safety catchers have been certified by DGUV (Deutsche Gesetzliche Unfallversicherung — the German Social Accident Insurance institution) since 1984. They carry explicit approval and certification per ISO 16092 (ex EN 693) for hydraulic press applications. Every unit is engineered with a safety factor greater than 2 — meaning a catcher rated for 850 kN static load will withstand over 1,700 kN before structural failure. This is not a marketing claim; it is a DGUV-verified design parameter.
SITEMA K Series Selection: A Step-by-Step Engineering Approach
The K series is SITEMA's hydraulically controlled safety catcher designed for compressive loads — the configuration used in down-stroking SMC presses and composite compression presses. Proper selection is not a catalog lookup; it is an engineering calculation rooted in the physical parameters of the specific press.
Step 1: Determine the moving mass. The safety catcher does not need to withstand the press's nominal tonnage (e.g., 4000 metric tons). It only needs to hold the weight of the moving assembly — the upper platen, the moving crossbeam, the upper mold half, and all attached fixtures such as ejector cylinders or heating platens. On a large composite molding press, this moving mass typically ranges from 80 to 150 metric tons depending on the press design and bed dimensions.
Step 2: Calculate the required holding force per unit. Divide the total moving mass by the number of safety catchers to be installed. Then apply the safety factor. DGUV certification mandates a minimum safety factor of 2; SITEMA's internal engineering standard typically exceeds this figure.
Step 3: Select the rod diameter and model from the K series range. The series spans rod diameters from 90 mm to 200 mm, corresponding to per-unit permitted loads from 160 kN to 850 kN:
|
Model |
Rod Diameter (mm) |
Permitted Static Load (kN) |
Working Pressure (bar) |
|
K 90 |
90 |
160 |
40 |
|
K 100 |
100 |
220 |
40 |
|
K 110 |
110 |
270 |
40 |
|
K 125 |
125 |
330 |
40 |
|
K 140 |
140 |
450 |
40 |
|
K 160 |
160 |
700 |
40 |
|
K 180 |
180 |
750 |
40 |
|
K 200 |
200 |
850 |
40 |
Step 4: Determine the number of units. For SMC presses and composite compression presses up to 1000 metric tons, a single safety catcher installed at the center of the upper crossbeam is typically sufficient — the rod passes through the clamping head mounted centrally. For large presses above 1000 tons, two units are the standard configuration — one mounted on the inner face of each column, providing symmetrical holding force distribution across the press frame. The final quantity depends on the moving mass, the press geometry, and the Performance Level (PL) required for the safety function under ISO 13849-1.
On a 4000-ton SMC compression press, for example, two K series units — one per side, mounted on the interior faces of the left and right columns — are sized to arrest the full moving mass with the DGUV-mandated safety factor. The selection criterion is not the press's forming tonnage; it is the gravitational load of the moving assembly.
Installation Configurations: Three Mounting Approaches for SMC & Composite Presses
The K series supports three distinct mounting configurations, each suited to different press architectures and space constraints:
- Above the upper crossbeam, center-mounted.The safety catcher is mounted centrally on the top surface of the crossbeam. A single vertical rod extends upward through the clamping head, moving with the platen assembly. This is the standard configuration forcompression molding presses up to 1000 tons, where one centrally located safety catcher delivers the required holding force. Advantages: installation simplicity, direct load path from platen to crossbeam to rod, and unrestricted access for periodic inspection and maintenance.
- Below the upper crossbeam.The clamping head is mounted on the underside of the crossbeam, with the rod suspended downward. This configuration is used when the crosshead area above the crossbeam is occupied — for example, by the main hydraulic cylinder, auxiliary cylinders, or ejector mechanisms. Advantages: the clamping head is positioned closer to the tool area, reducing the unsupported rod length and improving dynamic response.
- On the inner faces of the left and right columns.For largecomposite compression presses above 1000 tons — particularly machines with wide bed dimensions — two safety catchers are mounted vertically on the interior surfaces of the machine columns. The rods attach to the moving platen and pass through the clamping heads as the platen strokes. This configuration delivers symmetrical holding force, avoids interference with the crown-mounted hydraulic system, and distributes the arrest load evenly into both sides of the press frame structure.
Across all three mounting configurations, SITEMA supplies spring-loaded base plates that automatically compensate for minor alignment errors between the clamping head and the rod axis. This is not a convenience feature — it is an engineering necessity. Misalignment between rod and clamping head produces uneven force distribution within the clamp elements, which reduces effective holding capacity and accelerates wear. The spring base ensures the clamping head self-centers to the rod's true axis under all operating conditions.
Operational Risk: Three Scenarios Where the Absence of a SITEMA Safety Catcher Becomes Catastrophic
The gap between a compliant hydraulic press and a certified one becomes visible only when the primary system fails. Below are three scenarios that illustrate why ISO 16092-3 mandates a mechanical restraint device — and why a certified SITEMA safety catcher is the only device that satisfies the standard without compromise.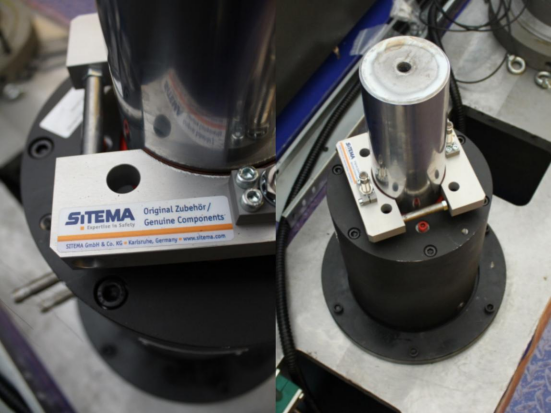
Scenario 1: High-pressure hose burst. A hydraulic hose carrying 300+ bar ruptures catastrophically. The moving assembly — weighing 50 to 150 metric tons on a large SMC press — begins an uncontrolled free fall. Without a SITEMA safety catcher, the only thing arresting the descent is impact with the lower die, the tooling, or a human body. A ratchet bar may engage if the platen happens to be within millimeters of a tooth. A check valve may slow the descent if it has not degraded after millions of actuation cycles. Neither provides deterministic protection.
Scenario 2: Main cylinder piston seal failure. The piston seal inside the main hydraulic cylinder fatigues and begins to leak. Hydraulic fluid bypasses the piston at an increasing rate. The platen creeps downward — imperceptibly at first, then visibly, then accelerating. Without a mechanical restraint device, no secondary mechanism exists to arrest the descent. The platen continues to fall until it encounters physical resistance — the tool, the bed, or an operator.
Scenario 3: Die change and maintenance operations. An operator enters the tool area to change dies, clean mold surfaces, or perform preventive maintenance. They rely on the hydraulic system to hold the platen in the raised position. A control valve drifts. Pressure bleeds off over minutes or hours. The platen drops. This is not a hypothetical scenario — it is the reason ISO 16092-3 was written. Standards of this kind are not drafted from theory; they are drafted from investigation reports.
Engineering reality: ISO 16092-3 exists because each of these scenarios has occurred in production environments — and continues to occur where press safety is treated as a documentation exercise rather than an engineering requirement.
SITEMA Safety Catchers = Verifiable CE Compliance for Hydraulic Presses
Under the EU Machinery Directive, the CE mark signifies that the manufacturer has conducted a documented risk assessment and the machine satisfies the Essential Health and Safety Requirements. For hydraulic presses — including SMC molding presses and composite compression presses — ISO 16092-3 is the harmonized standard that creates the presumption of conformity. An assessment that omits, misinterprets, or inadequately addresses Section 5.4 of this standard — the prevention of unintended gravity-driven platen fall — is not a valid assessment.
A SITEMA safety catcher installed and selected according to the K series engineering guidelines provides:
- DGUV-tested and certified performance— independently verified by one of the world's most rigorous safety certification bodies, with documentation traceable to the specific unit installed
- A safety factor greater than 2— meaning the holding capacity exceeds the rated moving mass by a margin sufficient to absorb dynamic forces during an emergency engagement
- Proven field reliability— validated across millions of press cycles and decades of industrial service in compression molding production lines worldwide
- Explicit recognition within ISO 16092-3— as an approved mechanical restraint device category, eliminating ambiguity in the conformity assessment
When a press manufacturer omits the SITEMA safety catcher and substitutes a ratchet bar alone — or relies exclusively on hydraulic circuit integrity — they may still obtain a CE certificate. This is possible if the certifying body lacks press-specific expertise, or if the risk assessment treats "mechanical restraint" as a generic category rather than evaluating the specific device against the full range of failure modes. But certification is not the same as compliance. A certificate documents that a process was followed. Compliance means the machine will not kill anyone when the primary hydraulic system fails. These two outcomes are not equivalent.
For any organization purchasing a composite compression press, we recommend asking suppliers a single question during technical evaluation:
"Does this machine include a SITEMA K series safety catcher installed per ISO 16092-3, and can you provide the DGUV certification documentation for the specific unit?"
If the answer is "no" — or if the supplier claims a mechanical restraint device is "unnecessary" — you have your answer regarding how that supplier approaches operator safety.
About the Author
[Xinfeng Jiang] is a Senior Engineer at PHP PRESS, specializing in the design and safety engineering of servo-driven SMC presses and composite compression molding equipment. With [X] years of experience in hydraulic press manufacturing and CE compliance, Xinfeng leads the company's technical documentation and customer engineering support.


